

聯係我們
 24小時服務熱線:
24小時服務熱線:
158-5106-6698
公司電話:0515-88404040
公司傳真:0515-88410418
客服QQ:348083717
郵箱:348083717@qq.com
地(dì)址:鹽城市(shì)城南新區新都街道中(zhōng)南世紀城一期2B2-414--417室
管道(dào)堵漏_專業堵漏公司師傅告訴您10種焊接堵漏的方法
發布時間:2023-06-02
來源(yuán):91香蕉小视频建工 瀏覽次數(shù):7773
在一般情況下,我們常用的焊接堵漏方法有:
1
楔塞(sāi)焊補法
此方法非(fēi)常簡單,用韌(rèn)性較好的金(jīn)屬如:鐵釘、焊條頭等做成(chéng)錐形(xíng)楔子,楔(xiē)入滲漏的孔洞中,堵住滲漏或減少滲漏;就(jiù)可像正常(cháng)焊接操作方法那樣(yàng)進行焊(hàn)補。
錐形楔子示意(yì)圖(tú)
2
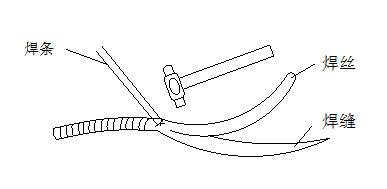
錘擊(jī)撚壓焊補
此方法操作也比較簡單,撚、擠、壓就是(shì)使用(yòng)外力(lì),如:用尖錘、扁(biǎn)頭(tóu)鏨子等,將滲漏處撚壓封閉一部分,創造可焊接的(de)條件後,進行焊(hàn)接(jiē)(也(yě)有人將此法稱之為(wéi)鏨堵法或鉚接焊法)。
具體方法是:首先在滲漏處(chù)邊緣堆焊起部分焊肉,然後用尖錘、扁頭鏨(zàn)子等將滲漏處(chù)周圍的金屬擠向孔內,使其孔縮小堵住(zhù)滲漏處。或(huò)用塑(sù)性好的鐵絲、焊絲、焊條芯等,把裂縫塞住連鉚(mǎo)帶焊,邊(biān)焊邊錘擊擠壓直至止(zhǐ)住滲漏。
然後,先使用酸性電焊條,交流焊接電源,采(cǎi)用小電流進行淺焊、快焊。這是因為(wéi),酸性焊條與堿(jiǎn)性焊條相比:對油、水、鏽等氧化物不太敏感。
錘擊撚壓焊(hàn)補
最後:再采(cǎi)用強度高、韌性和抗裂性(xìng)好的堿性焊條均勻覆(fù)蓋一層。因為在整個焊補過程中需要錘擊焊縫。所以,稱之其為(wéi)錘擊撚壓焊補法。
此方法適用於低壓容器及管道的裂紋、氣孔(kǒng)或縮孔和壓(yā)力較(jiào)低的水、汽等介質及管(guǎn)厚在3.5mm以上的(de)碳(tàn)素鋼管道(dào)或容器的其他滲漏部位的帶壓焊接。施焊時應盡量使用小直徑電焊條,焊接電(diàn)流比正常時(shí)的焊接電流要大10%左右,焊接操作要采(cǎi)用快速焊接法。
3
塞堵焊補法(fǎ)
有些裂(liè)紋較寬或砂眼、氣孔直徑較大時(shí),采用錘擊撚壓法(fǎ)焊(hàn)補有困(kùn)難,可先用合適的鐵絲或焊條頭將裂(liè)紋或孔洞塞堵住,以減小滲漏的壓力和流量,然後進行快速焊接。
有些(xiē)裂紋的周邊(biān)不(bú)規則時,可采用焊條(tiáo)頭、薄鐵片等塞堵進去再快(kuài)速焊接。此法(fǎ)操作的(de)要點是:一次隻能先塞堵一段,然後快速焊一段,即堵塞(sāi)一段焊一段,直至把整個焊縫全部焊完。
4
頂(dǐng)流焊補法
此方法是利用物體的熱脹冷(lěng)縮(suō)的原理,采用從裂(liè)紋的兩邊向中間斷續焊(hàn)接操作手法,依靠其焊縫內部的熱應(yīng)力達到滲漏處局部暫時閉合的方法。它適用於金屬疲(pí)勞裂紋、焊口裂紋等情況。
具體方法是:利用電弧燃燒產生的高溫高熱,使用長弧(hú)(電弧長度L≥焊條(tiáo)直徑φ的1.5倍)向滲漏處加熱運條,此時認真觀察滲漏(lòu)處(chù),待裂紋因受電弧(hú)熱而膨脹在滲漏處邊緣出現(xiàn)瞬間閉合一小段後,即刻返回壓低電弧形成短弧(電弧長弧L≤焊條直(zhí)徑φ)予以斷續焊接。就這樣循環往複,直到焊接(jiē)修複工作完成。
對於因腐蝕、磨損造成的滲漏,此(cǐ)時不要對滲漏處直接焊(hàn)接,要避免滲漏處被燒穿而造成更大的焊接困(kùn)難。應在(zài)滲漏處的周邊(biān)像(xiàng)燕子銜泥壘窩那樣,也(yě)可稱之(zhī)為農村包圍城市的(de)方法;一點(diǎn)一滴地向中心位(wèi)置焊接直至(zhì)填滿焊完。
燕子銜泥壘窩堆焊
逐漸縮小滲漏處的麵積,在最後收弧的(de)那個點上,用小直徑(jìng)的(de)電(diàn)焊條、較大的焊接電流填滿弧坑(kēng),封住電弧的收弧(hú)處;並立即用錘擊敲定。以避(bì)免(miǎn)焊縫收弧處出現的疏鬆與氣孔。
5
導流焊(hàn)補(bǔ)法
此方法應用於不能使用撚(niǎn)、擠、壓焊接方法的工(gōng)件(jiàn)或壓(yā)力大、罐(管)壁薄及材料強度高(gāo)的場合。可以先焊一段管子采用閥門或其方法為把帶壓介質(zhì)導離焊接區域,待焊接工作完畢後,再(zài)關閉閥(fá)門或擰緊螺釘,予以止漏(也有人將此法稱之為(wéi)引流法或放空法)。待停機檢修時(shí),再重新進行焊接修複。
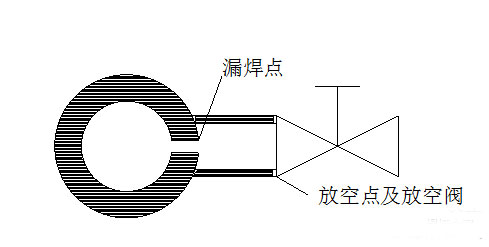
導流(liú)補焊示意圖
也可以根據(jù)滲漏(lòu)處焊接區域狀況,為了保證焊接過程順利進行,先焊好三麵U形後,將剩餘的窄口用石棉繩等紮死(sǐ)後再焊接(jiē)。此法使用於磨損或腐蝕麵積較大的平麵和弧麵上。
6
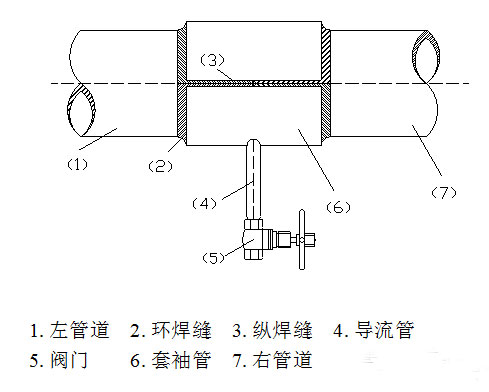
套管(guǎn)焊補法
管道因腐蝕或磨損而(ér)出現大麵積泄漏時,用一段同徑(jìng)或正好抱住泄漏管徑的管子組成為一個(gè)套袖管,套袖管的長短尺寸視泄漏處的麵積和長短而定。
把套袖管對稱切割成兩半,焊上一個導流管,具體焊(hàn)法與(yǔ)導流(liú)焊接法(fǎ)相同。在焊接順序上應先焊接管子與套袖的環縫,最後焊接套袖的縱焊縫。
7
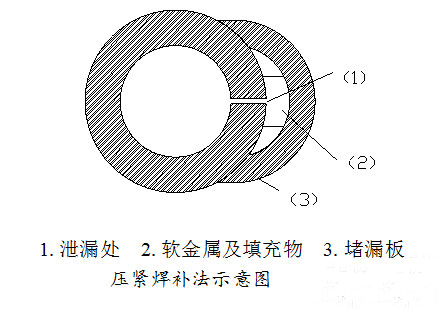
壓緊焊補法
當(dāng)滲漏處麵積(jī)較大但壓力不大時,可采用(yòng)與滲漏管同直徑的管切(qiē)成堵漏板(bǎn),在滲漏麵襯以(yǐ)錫、鉛、鋁等比較軟、塑性好的金屬;用手扳葫蘆、千斤頂、卡蘭等機夾具將滲(shèn)漏處加緊、堵住。再采用正常的焊接方法把堵漏(lòu)板和滲(shèn)漏管焊接成一體。
8
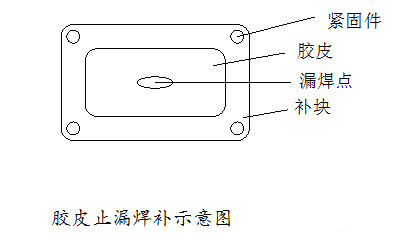
膠皮止漏焊補法
在滲漏處加焊(hàn)緊固件之後,先在滲漏處上加蓋膠皮,然後再加上(shàng)補焊(hàn)塊(kuài),並利用緊固(gù)件用機(jī)械的方法緊固止泄。然後,再進行焊(hàn)接修複。
此焊補方法在一些造船廠,修補船艙側壁大麵積滲漏時常常應用到。此方法還特別適用於大麵積的磨損、腐蝕缺陷以及液體、氣體介質的滲漏情況(kuàng),也可用(yòng)於裂紋等其(qí)他情(qíng)況。在焊接時,還需要注意補焊塊焊縫(féng)部位的(de)溫度不能過高,以防止燒(shāo)壞膠皮。
對於焊補困難而要求不高的管道(dào),也可製作管卡臨時止住滲漏。待停機(jī)檢修時重新(xīn)焊接修複。
9
粘補焊(hàn)補法
有時遇(yù)到在滲漏處由於(yú)碎裂紋太(tài)多的情況,焊補起來(lái)既費時又(yòu)費力,我們幹脆就使(shǐ)用粘接劑將被焊物體與其材質相同的補焊板一同粘接(jiē)在一起(也有(yǒu)人將(jiāng)此方法稱之為加(jiā)堵(dǔ)漏劑焊(hàn)補法(fǎ))。然後,再按照正常的焊(hàn)接手法進行焊接(jiē)。

因碎裂太多,這是采用粘補焊接法焊補的汽車缸體
10
直接焊補法
對於有砂眼、氣孔等較小的滲(shèn)漏處或滲漏(lòu)處的壓力(lì)比較低,也可以采用小規範、小電流,按正常的焊接方法直接對其滲(shèn)漏處進行焊(hàn)接。
采用頂流焊(hàn)補法,演示“頂水焊接”
學到了嗎?
聲明:本網站發布的內容(圖片、視(shì)頻和文字)以原創、轉載和分享網絡內容為主(zhǔ),如果涉及侵權請盡快告知,我們將會在第一時間刪(shān)除。文(wén)章(zhāng)觀(guān)點不代表本網站立場,如需(xū)處理請聯係客服。電話:158-5106-6698,185-5154-0999;郵箱:348083717@qq.com。

掃描添加好友
免費提供(gòng):防水堵漏施(shī)工方(fāng)案

掃描(miáo)二維碼(mǎ)
訪問91香蕉小视频防水(shuǐ)堵漏公司手機(jī)端
已幫助
7773人
7773人
您的鼓勵是作者最大的動力
相關推(tuī)薦
- 在頂管施工中如何減小對周圍土層(céng)的影響_管道堵漏施工公司
- 管道堵漏_專業堵(dǔ)漏公司(sī)師傅(fù)告訴您10種(zhǒng)焊接堵漏的方法
- 科技堵漏!管道帶壓堵漏和帶壓密封在堵漏工程中(zhōng)的應用
- 水下管道堵漏的施工工法_管道堵漏施工_91香蕉小视频建工防水堵漏薛工分享
- 水下封堵汙水管道_今天91香蕉小视频建工小編就帶大家去(qù)了解一下吧(ba)
- 91香蕉小视频建工堵漏公司簡述:管道堵漏注漿施工方法及修複(fù)工藝
- 汙水管道堵漏施工方案及(jí)堵漏材料與方法介紹
- 91香蕉小视频(dá)堵漏(lòu)科普:輸油管道帶(dài)壓堵漏處置方(fāng)法和堵漏技術
- 管道沙眼帶壓堵漏(lòu)方(fāng)法以及注意事項【管道堵漏專家】
- 小編科普:管道堵漏的(de)操作要求(qiú)及(jí)堵漏應用注意事項
- 管道堵漏找91香蕉小视频,太安(ān)逸了!售(shòu)後無(wú)憂!汙水處理用剛性防(fáng)水套管



